
فولاد ضد زنگ یا Stainless Steel بهدلیل مقاومت بسیار بالا در برابر خوردگی، استحکام عالی و ظاهر جذاب، یکی از پرکاربردترین مواد در صنایع مختلف و همچنین مصارف خانگی محسوب میشود. اما این فلز پرطرفدار چگونه از ترکیبی از ضایعات فولادی و سنگ معدن، به ورق، میلگرد، لوله یا قطعهای صنعتی تبدیل میشود؟
بیشتر فولادهای ضد زنگ مراحل ابتدایی مشترکی دارند و سپس بسته به گرید (Grade) و کاربرد نهایی، وارد مراحل پردازش گوناگون میشوند. برای درک بهتر فرآیند تولید استنلس استیل، ابتدا باید با ترکیب شیمیایی آن آشنا شویم.
فولاد ضد زنگ (استیل) چیست؟
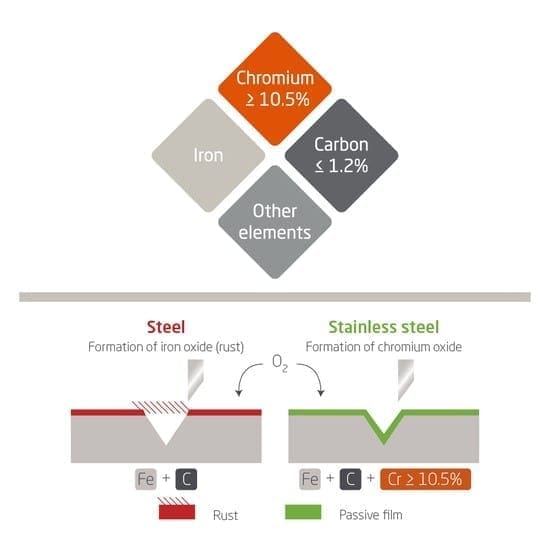
استنلس استیل یک آلیاژ آهن و کروم است. برای اینکه فولادی «ضد زنگ» محسوب شود حداقل باید 10.5 درصد کروم داشته باشد. سایر عناصر بسته به نوع گرید و کاربرد به آلیاژ اضافه میشوند، از جمله:
- نیکل (Nickel)
- کربن (Carbon)
- منگنز (Manganese)
- مولیبدن (Molybdenum)
- نیتروژن (Nitrogen)
- گوگرد (Sulfur)
- مس (Copper)
- سیلیسیم (Silicon)
ترکیب شیمیایی آلیاژ در تمام مراحل تولید با دقت بالایی اندازهگیری و کنترل میشود تا استیل تمامی ویژگیهای موردنیاز را داشته باشد. هر یک از عناصر افزودهشده نقش مهمی در شکلگیری خواص نهایی آلیاژ ایفا میکنند.
برای مثال، اضافهکردن عناصر مختلف میتواند مقاومت فولاد را در برابر خوردگی افزایش دهد، تحمل آن را در دماهای بالا و پایین بهبود بخشد، استحکام کلی آن را بیشتر کند و همچنین قابلیت جوشکاری و شکلپذیری آن را ارتقا دهد.

فرآیند تولید استیل : از معدن تا محصول نهایی
مراحل اولیه تولید تقریباً در همهٔ گریدها مشترک است. بسته به اینکه محصول نهایی ورق، لوله، پروفیل، میلگرد یا سیم باشد، ادامهٔ مسیر تولید متفاوت خواهد بود.
مرحله اول: ذوب (Melting)
تولید استنلس استیل با ذوب ضایعات فلزی و مواد افزودنی در کورهٔ قوس الکتریکی (electric arc furnace (EAF)) آغاز میشود. الکترودهای قدرتمند، فلزات را طی چند ساعت تا حالت مذاب گرم میکنند.
از آنجا که استنلس استیل کاملاً قابل بازیافت است، معمولاً بیش از ۶۰٪ ترکیب اولیه از فولاد بازیافتی تشکیل میشود. این موضوع هم به کاهش هزینهها کمک میکند و هم تأثیرات زیستمحیطی را کاهش میدهد. دمای ذوب بسته به نوع گرید متفاوت است.

مرحله دوم: حذف کربن اضافی
وجود کربن موجب افزایش سختی و استحکام آهن میشود؛ اما کربن زیاد میتواند مشکلاتی مانند تشکیل کاربید هنگام جوشکاری را ایجاد کند. بنابراین قبل از ریختهگری، مقدار کربن باید بهدقت تنظیم شود.
دو روش اصلی برای کنترل کربن وجود دارد که هر دو روش امکان کنترل بسیار دقیق کربن را فراهم میکنند. در ادامه به توضیح این دو روش میپردازیم.
1. فرآیند AOD (Argon Oxygen Decarburization)
در این روش مخلوط گاز آرگون به مذاب تزریق شده و کربن را کاهش میدهد، بدون آنکه عناصر ارزشمند دیگر از بین بروند.
2. فرآیند VOD (Vacuum Oxygen Decarburization)
در این روش فولاد مذاب به محفظهای مجزا منتقل شده، اکسیژن وارد مذاب میشود و همزمان حرارت اعمال میگردد. سپس گازهای آزادشده توسط خلأ از محفظه خارج میشوند و کربن بیشتر کاهش مییابد.
مرحله سوم: تنظیم نهایی (Tuning)
پس از اینکه میزان کربن به سطح مطلوب کاهش پیدا کرد، مرحلهای بسیار مهم آغاز میشود که در آن ترکیب شیمیایی آلیاژ و دمای فولاد مذاب بهطور دقیق تنظیم و یکنواختسازی (Homogenization) میشود. در این مرحله، تولیدکننده باید مطمئن شود که همه بخشهای مذاب، از نظر درصد عناصر مختلف و دما، کاملاً یکسان هستند و هیچ نقطهای با ترکیب متفاوت وجود ندارد؛ زیرا کوچکترین عدمتوازن میتواند روی کیفیت و خواص نهایی فولاد تأثیر بگذارد.
برای اطمینان از این یکنواختی، بهصورت مداوم نمونههایی از مذاب برداشت شده و در آزمایشگاه مورد تحلیل شیمیایی و دمایی قرار میگیرند. اگر نتایج آزمایش نشان دهد که مقدار یک عنصر کمتر یا بیشتر از حد استاندارد است، اپراتورها با افزودن عناصر موردنیاز یا تغییر پارامترهای دما، ترکیب را اصلاح میکنند. این روند چندین بار تکرار میشود تا زمانی که ترکیب دقیقاً مطابق با مشخصات گرید موردنظر برسد.
مرحله چهارم: ریختهگری یا شکلدهی اولیه (Casting)
بعد از اینکه فولاد مذاب آماده شد، نوبت به تبدیل آن به شکلهای اولیه و خام میرسد؛ شکلهایی که بعداً در مراحل مختلف به محصولاتی مثل ورق، لوله، میلگرد، پروفیل یا سیم تبدیل میشوند. در این مرحله، معمولاً فولاد مذاب در قالبهایی ریخته میشود تا به سه فرم اصلی تبدیل شود:
رایجترین فرمها عبارتاند از:
1- اسلب (Slab) : قطعات بزرگ و تخت که بعدها برای تولید ورق، شیت و کویل استفاده میشوند.
2- بیلت (Billet): قطعات نسبتاً باریک و کشیده که برای تولید میلگرد، سیم و قطعات طولی بهکار میروند.
3- بلوم (Bloom): قطعاتی شبیه بیلت اما با ابعاد بزرگتر که معمولاً برای ساخت تیرآهن، ریل، قوطی و پروفیلهای سنگین استفاده میشوند.
این قطعات پس از خروج از قالب، کدگذاری و علامتگذاری میشوند تا در ادامهٔ فرایند، بتوان هر قطعه را دقیقاً تا پایان تولید ردیابی کرد.

پس از اینکه فولاد مذاب در قالبها ریخته شد و به شکلهای اولیه مانند اسلب، بیلت و بلوم درآمد، این قطعات هنوز خام هستند و ابعاد، ضخامت و خواص مکانیکی آنها مناسب استفاده نهایی نیست.
به همین دلیل، در مراحل بعدی باید بهوسیلهٔ نورد گرم، نورد سرد و عملیات حرارتی پردازش و تقویت شوند تا به شکل نهایی موردنیاز بازار مثل ورق، لوله، میلگرد یا سیم تبدیل گردند. در واقع، نورد گرم و سرد ادامهٔ طبیعی فرآیند شکلدهی فولاد بعد از مرحلهٔ ریختهگری است.
مرحله پنجم : مراحل تکمیلی پردازش استنلس استیل
نورد گرم (Hot Rolling)
در نورد گرم، قطعات اولیه در دماهای بسیار بالا گرم شده و از میان غلتکها عبور میکنند تا ضخامت آنها کاهش یافته و طول و شکل مناسبی پیدا کنند. این فرآیند باعث میشود فولاد به اندازه و فرم تقریبی محصول نهایی برسد و آماده مراحل بعدی شود.

نورد سرد (Cold Rolling)
در ادامه، برای محصولاتی که نیاز به دقت بیشتر، ضخامت دقیقتر یا سطح صافتر دارند، از نورد سرد استفاده میشود. در این مرحله، فولاد در دمای محیط تحت فشار غلتکها قرار میگیرد و سطحی براق و یکنواخت ایجاد میکند. نورد سرد ممکن است ساختار داخلی فولاد را کمی تغییر دهد، بنابراین معمولاً بعد از آن نیاز به عملیات حرارتی آنیلینگ وجود دارد.
آنیلینگ (Annealing)
آنیلینگ شامل سیکلهای کنترلشده گرمایش و سرمایش است که هدف آن کاهش تنشهای داخلی ناشی از نورد و نرمکردن فولاد است. این مرحله همچنین باعث بازگشت ساختار کریستالی فولاد به حالت منظم میشود و کیفیت و قابلیت شکلپذیری آن را افزایش میدهد.
پوستهزدایی یا اسیدشویی (Pickling / Descaling)
در نهایت، فولاد برای حذف پوسته و اکسیدهای سطحی تحت فرآیند پوستهزدایی یا اسیدشویی (Pickling / Descaling) قرار میگیرد. این کار نه تنها ظاهر سطح فولاد را بهبود میبخشد، بلکه مقاومت آن در برابر خوردگی، دوام و قابلیت جوشکاری را نیز افزایش میدهد و فولاد را برای استفاده نهایی آماده میکند.
مرحله ششم : برش
پس از اینکه فولاد مراحل شکلدهی و عملیات حرارتی را پشت سر گذاشت و به خواص مکانیکی و ابعاد تقریبی موردنظر رسید، نوبت به برش آن مطابق سفارش مشتری میرسد. در این مرحله، فولاد به اندازهها و اشکال دقیق مورد نیاز تقسیم میشود. بسته به نوع محصول و پیچیدگی شکل، روشهای مختلفی برای برش استفاده میشود؛ از جمله تیغههای گیوتین و چرخشی برای برش ساده و یکنواخت، دستگاههای پانچ برای ایجاد سوراخ یا اشکال خاص، و برای قطعات پیچیدهتر، برش شعلهای یا پلاسما که دقت و انعطاف بیشتری دارد. هدف این است که فولاد کاملاً مطابق سفارش آماده شود و برای مرحله بعد یا ارسال به مشتری آماده باشد.

مرحله هفتم: پرداخت نهایی یا Finishing
پس از برش، فولاد وارد مرحله پرداخت نهایی (Finishing) میشود. بسته به کاربرد نهایی، سطح فولاد میتواند از مات تا کاملاً براق (Mirror Finish) تهیه شود. این مرحله علاوه بر زیبایی ظاهری، باعث افزایش مقاومت سطحی و قابلیت تمیز شدن آسان فولاد نیز میشود. روشهای رایج پرداخت شامل سندبلاست برای ایجاد سطح یکنواخت و کمی زبر، پرداخت نواری (Belt Grinding / Polishing) برای ایجاد سطح صاف و براق، و استفاده از اسید یا سنداچینگ برای پاکسازی کامل سطح و حذف لایههای اکسیدی است.
در پایان، فولاد پس از طی تمام مراحل پردازش و پرداخت، به شکل نهایی خود بستهبندی میشود و معمولاً به صورت رول، کویل یا قطعات برشخورده آماده ارسال به مشتری میگردد. این مرحله تضمین میکند که محصول نهایی نه تنها از نظر ابعاد و خواص مکانیکی، بلکه از نظر زیبایی و کیفیت سطح، کاملاً آماده استفاده است.